Report: Pathways to Building Code compliance for farm-totara timber
June 2016
Dean Satchell
Sustainable Forest Solutions
dsatch@gmail.com
Progress towards compliance
Acknowledgements
The author wishes to acknowledge the support from the organisations and individuals that have enabled this project to be undertaken. These include; the Ministry for Primary Industries (through the Sustainable Farming Fund), Tane’s Tree Trust and the New Zealand Farm-Forestry Association, (including the Indigenous Forestry Section), the Northland Totara Working Group members Paul Quinlan and David Bergin for assistance in finalising this report, Michael Hayes & Geoff Cookson, for their time and donated sample boards of timber for testing, and saw-miller, Shane Hyde, for his time and the use of his band-saw in re-sizing some of the timber samples. The time and input from Robin Curtis, CEO of NZ Sustainable Forest Products, is also acknowledged and much appreciated.
Disclaimer:
In producing this report, reasonable care has been taken regarding the accuracy of the information presented. However, no guarantee as to the truth, accuracy or validity of any of the comments, implications, recommendations, findings or conclusions are made by the author, the Northland Totara Working Group, Tane’s Tree Trust, or any other party. Therefore, neither the authors, nor any of the supporting organisations, shall not be liable for, or accept any responsibility for, any loss, damage or liability incurred as a result of direct or indirect result of any reliance by any person upon information or opinions or recommendations expressed in this work. Users of any of this information, whether contained or inferred, in or arising from this report do so at their own risk.
This section looks at measures currently being taken and further measures that will be required to provide evidence for updating the Building Code.
Durability and Hazard Classes
H 1.2 boron treatment has become the de-facto "durability benchmark" for structural applications because the Building Code requires radiata pine to be treated to 0.4% mass/mass boric acid equivalent. Sapwood of all species listed in NZS 3602 is required to be treated to H1.2 for internal structural applications to average cross-section concentrations of 0.4% mass/mass boric acid equivalent (BAE). Producers of H1.2 timber are required to verify the level of treatment but little is known about treatment methods that would achieve adequate cross section concentrations of preservative.
Boron penetration testing
In order to assess the ability of farm-totara to be adequately penetrated by boron to the H 1.2 specification, samples were placed in two charges of radiata pine and put through the standard treatment process at North Sawn Lumber, based at Ruakaka Northland, in February 2016. North Sawn Lumber use a fluctuating hydraulic pressure treatment process (Rueping type pressure schedule). This process allows rapid treatment and throughput of timber. Dry radiata pine of 20% or less moisture content is treated, with moisture content after treatment to be not be more than 26%.
Ends of all samples were painted with acrylic paint after being halved, one half of which went to each of the two standard treatment settings used for radiata pine.
The farm-totara timber samples were air-dry rough-sawn 100 x 50 farm-totara comprising mostly sapwood, but some boards had intermediate heart present.
Testing of boron penetration is routine and part of the auditing and compliance process undertaken by North Sawn Lumber. Cross-section biscuits were tested at North Sawn Lumber using a tumeric (curcumin) reagent with a salicylic acid buffer for assessing boron penetration into the samples.
Farm-totara treatment 1: 1st set point 18kPa (20 secs), 2nd set point 65 kPa (70 secs), final vacuum -85 kPa (6 mins)

Farm-totara treatment 2: 1st set point 18 kPa (20 sec), 2nd set point 55 kPa (65 secs), final vacuum -85kPa (6 mins)

Example of Radiata pine 90x45 framing: 1st set point 18kPa (20 secs), 2nd set point 55 kPa (65 secs), final vacuum -85 kPa (6 mins)
Many thanks to Garth Mortensen of North Sawn Lumber for undertaking the testing.
Most radiata samples are expected to have full penetration of boron using this treatment process, whereas no farm-totara samples had adequate penetration of boron. This suggests that standard practice pressure treatment methods for dry radiata pine may not be appropriate for farm-totara.
Boron diffusion
Traditionally boron was applied to green sawn timber under a dip-diffusion process followed by block stacking to aid diffusion. The treatment was allowed to diffuse for sufficient time until full penetration of sapwood occurred (usually between two and eight weeks) before drying the timber.
Boron diffusion is no longer practiced commercially for radiata pine, primarily because modern practices offer rapid throughput from log to product. The cost of diffusing and block-stacking for 6 weeks under cover, before air drying under cover for another 6 months or more is out of the question for lower-value commodity timber but should be investigated to evaluate the practicality and economics of producing H1.2 farm-totara.
Another issue is the additional constraint of auditing retention of boron to satisfy regulatory requirements, which would add to the cost burden of producing H1.2 farm-totara timber suitable for structural applications. Nevertheless, options for the boron treatment of farm-totara timber, based on diffusion methods, should be properly investigated.
Next steps
The failure to achieve adequate boron penetration into farm-totara using a modern standard pine treatment process suggests prioritising research effort into determining natural durability of untreated sap & coloured farm-totara timber. Wet-frame tests, as previously undertaken for radiata pine, Douglas fir, cypress and other species by Scion, subjecting timber to permanently damp conditions, have not been undertaken for farm-totara (Doug Gaunt, Scion, pers comm.). Results from such testing would provide evidence of comparative durability performance and would likely be necessary before inclusion within the Building Code under the same conditions as untreated Douglas fir for structural applications.
Framing natural durability tests
Scion has developed an accelerated framing trial method where the relative durability of alternative framing products is tested in comparison to boron H1.2 treated framing as the benchmark (Tripti Singh, Scion, pers comm.).
However, it is questionable whether H1.2 as a treatment level should be the de-facto "durability performance benchmark" for structural applications.
Durability performance
Durability performance under the NZ Building Code has historically been measured as years in service. Framing, or other structural timbers, are required to last for minimum of 50 years in dry condition. However, because framing timbers are hidden inside a wall or roof cavity, there is therefore a risk of moisture entrapment. In response to the leaky building crisis it was recognised that structural timber needed to be sufficiently durable such that water ingress could be remedied before the framing decayed. The time that this would reasonably take has never been defined: instead, only the treatment level of H1.2 was considered as adequate to cope with fungal and insect risks for normal framing use and construction practices in New Zealand.
Naturally durable timbers do not have a performance benchmark, in terms of years in service without decay under situations of moisture ingress. Such a definition would allow testing against a meaningful benchmark. In other words, durability performance should be defined before tailoring treatment levels to achieve the desired level of performance.
If H1.2 treatment defines the level of durability required under situations of potential moisture ingress as structural timber, then naturally durable timbers would need to meet or exceed this durability benchmark through comparison tests such as Scion's wet-framing tests. The other benchmark is set by untreated Douglas fir in houses of low-risk design. If untreated farm-totara were tested as less durable than H1.2 radiata but more durable than untreated Douglas fir, it would be reasonable to claim suitability for structural use in houses of low-risk design.
Farm-totara timber samples supplied for wet frame testing
Scion have indicated that they will do the wet-frame test for farm-totara timber if industry supply the necessary timber sample material. We understand that this is the same test that was used as a basis for un-treated Douglas-fir timber to be used for framing. To this end, as part of this project, members of the Northland Totara Working Group have supplied a range of sample boards to meet the following specifications as required by Doug Gaunt, Scion:
- 10 x (90x45x900) Sapwood/Intermediate, Structural Grade.
- 10 x (90x45x900) Sapwood/intermediate, Structural Grade (H1.2 treated)
- 10 x (90x45x900) Heartwood/intermediate, Structural Grade.
Samples comprising rough-sawn, air-dry farm-totara timber from 4 different properties were visually graded and dispatched to Scion on the 12th April 2016.
We understand that these have been received and await preparation for the testing.
We understand that these have been received and await preparation for the wet-frame testing.

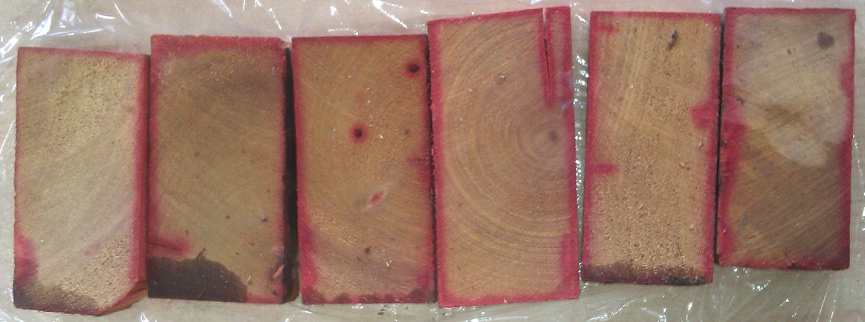
Visual grading of boards according to colour evident on end grain and radial position in log. In this case sapwood/intermediate grade.
Potential issues
Difficulty in visually distinguishing sapwood/intermediate wood and what may constitute ‘true’ heartwood have been encountered. In regards to the timber properties of regenerated farm-totara timber, any assumptions based on old-growth totara timber should be abandoned, and characterisation studies on wood properties of ‘farm-totara timber’ should be approached as if it were an unfamiliar species. There is a clear need to both accurately describe and quantify the wood characteristics of this timber resource (e.g heartwood/sapwood content, gradients between these and relative durability of each). The implications of these need to be considered with respect to conducting the wet frame-test on a limited sample size. Therefore an adequate sample size from across the sapwood to heartwood gradient should be tested and before testing commences this issue should be discussed with the Scion Scientists to confirm adequacy of the sample size and clarify required outcomes.
Characterisation of farm-totara timber
Greg Steward, research scientist with Scion, has commenced some preliminary studies on relative sapwood/heartwood content of planted totara trees. As part of this project, Paul Quinlan, on behalf of the Northland Totara Working Group members, supplied a range of timber samples, to trial methods of testing for the presence of heartwood.
Identifying and quantifying the relative levels of sapwood/intermediate/heartwood in immature and mature totara trees is essential. Also, understanding and quantifying the relative natural durability levels of each of these and confirming the practical ability to visually distinguish them would open pathways that lead to suitable end-uses, markets, and Building Code compliance. Therefore, characterisation of the wood and timber properties of farm-totara is identified as a critically important early research step.

Sample profile from a disc showing what appears to be a gradient of colouration across the radial section.

Example of 3 distinct colouration zones at the end of a top-log.