Re-manufacturing radiata pine from woodlots
Tom Boon, New Zealand Tree Grower November 2013.
Re-manufactured radiata pine products are of a higher quality than can be achieved with solid radiata pine. They compete with similar products manufactured from hardwoods or slow grown, more stable softwood species from North America or Europe.
The main problem with radiata pine, compared with other timber, is that it tends to warp and check along with usually large knots. Without some form of re-manufacturing a significant proportion of the unpruned logs would be destined for a low quality use, such as packaging and temporary construction.
Some of the greatest attributes of radiata pine are that it is easy to glue, it machines to a high quality, and 100 per cent penetration with treatment chemicals is readily achievable. This allows companies such as Taranakipine to take a utility grade radiata pine log, cut out the defects and then re-engineer it into stable, durable, strong products which have the smoothest of finishes.
Two-stage process
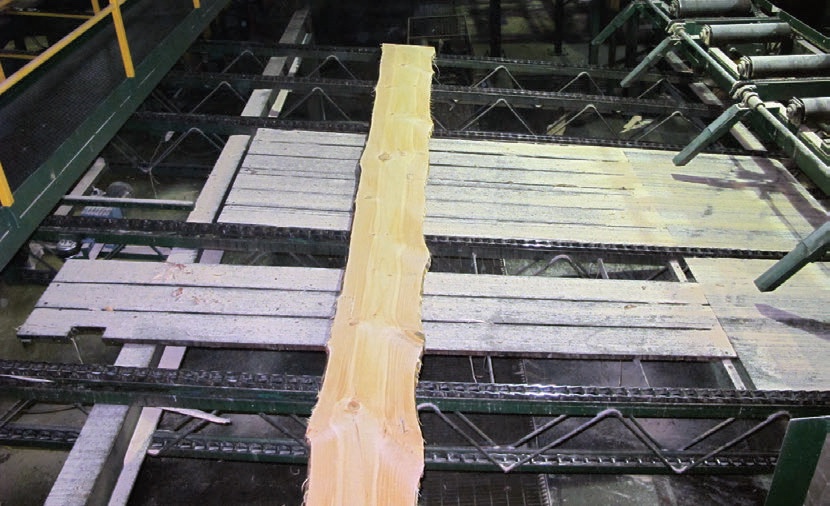
The manufacturing process takes place in two stages termed disaggregation and re-aggregation. Disaggregation involves breaking down the logs and sorting the different wood characteristics for the end-use. Sonic testing is used to sort logs into structural and non-structural categories. When these logs are processed through the sawmill they are cut in such a way that the heartwood is separated from the sapwood. The timber is then graded mostly around knot size and frequency.
Once the timber is sorted and placed into fillets for kiln drying, it is dried depending on heart or sapwood timber dimensions. The final stage involves passing the timber through the automated cutline. This uses scanners to grade the timber, then cuts and sorts it into various grades of blocks ranging from clears to large knot grades.

The re-aggregation or re-engineering processes include finger-jointing the blocks to selected lengths. This process is important because the board is now of a consistent quality for appearance and strength. Secondly, it is stronger because all knots, as well as grain deviation, have been removed and the board is now more stable due to the spiral growth of the tree having been removed. The finger-joint is engineered so that it is stronger than the wood it joins. The finger-jointed blank board creates the foundation of the high quality finished product.


From this point the finger-jointed blank can be laminated along the edge for wide boards or face- to-face for posts and beams. They are passed through moulders to get their finished profile before being treated using a light organic solvent-based preservative process. Once the solvent treatment chemical carrier is flashed-off after 10 days, the timber is pre-primed with an oil-based exterior priming paint. The final process is packaging to ensure it arrives in domestic and offshore markets undamaged.


Company history
The company’s founder, Rodney Jones, developed the sawmilling operations of Taranakipine in 1981. The company recognised there was a lack of suitable wood processing plants in the province to use the harvest from local radiata pine forests and woodlots. For the first decade of operation the mill took advantage of its regional position and produced and sold domestic market timber for housing and farming in the growing Taranaki economy.
Today Taranakipine employs over 180 staff. As well as the traditional sawmilling operations it also incorporates a range of modern remanufacturing processes – timber defecting, fingerjointing, laminating, moulding, light organic solvent-based preservative treatment and pre-prime painting.
The company specialises in manufacturing durable products such as weatherboards and fascia boards for house exteriors. Structurally rated posts, beams and rafters, handrails and balustrades, as well as high quality boards and mouldings are manufactured for the Australian market. Products sent to the United States include weatherboards, trimboards and exterior mouldings.
Pine from woodlots
Exports now represent over 70 per cent of the company’s revenue. Two main factors have influenced their domestic and export growth. First, the mainly woodlot-grown resource forced the company to introduce wood recovery operations. Wood from woodlots tends to be of lower quality than plantation-grown timber as it has large knots and lower density or stiffness which is not suitable for framing timber. Secondly, demand has rapidly risen in both New Zealand and Australia for re-manufactured wood.
The company’s competitors are not just other New Zealand businesses but those from Chile, China and Vietnam, and often the Asian countries are using New Zealand radiata pine. Re-manufacturing is relatively labour intensive to achieve the required level of quality. New Zealand wood processors cannot compete on labour costs with these countries, so must invest in automated equipment to be competitive on an international basis.
Skills and knowledge
The other significant challenge is to have the right skills and knowledge to operate and maintain the machines. Much of the new equipment involves complex camera and computer-based scanning as well as precision electronic process control technology developed in Europe.
Companies such as Taranakipine need to train their own staff in how to operate this equipment. The challenge for individual companies and the whole timber processing industry is to stay one step ahead of the skills required. The payback on a large capital project can quickly disappear with a slow and problematic commissioning of new equipment.
Over the past five years the company has embarked on a relatively extensive capital investment programme into its manufacturing division. The biggest project was the cutline, which grade scans the timber using three different camera systems and x-ray technology. The decision by the computer is made based on defined values for each grade, and a signal is sent to the saws which cut out the defects at the exact predetermined point.
The scanning speed can run up to 200 metres a minute. This line runs with seven staff, replacing the previous manual chop saws which had over 30 staff. The scanning technology also improves the yield of the highest grade by approximately 15 per cent.
High speed finger-jointing
Another more recent investment is a new high-speed finger-jointer which uses a fast-curing polyurethane glue. This machine has doubled the finger-jointer capacity of the company and using fast-setting glue has reduced the production time by three days. Taranakipine competes using a short lead-time to market so every saved production day is important.
Over the past years the company has invested heavily in using the latest technology in automation and grade scanning to increase the speed of operation, improve yields and reduce the labour component. The highest input cost to the company is logs and then labour. Every saving on these two has a significant bearing on the company’s financial performance.
Where Taranakipine cannot compete on labour costs they have to invest in automation and grade scanning technology to be cost-competitive, and this requires millions of dollars to be re-invested every year in new equipment. To get the return from these investments, the company needs large-scale markets so that the equipment can be run at capacity to offset the significant capital cost involved.
Forest industry must work together
All New Zealand manufacturing businesses which have to export and compete in global markets need a clear strategy to improve competitiveness and develop new products. The company is committed to growing and investing its business in New Plymouth and is very much in favour of wood processing moving back closer to the forest and trees.
High quality radiata pine products in this country need the New Zealand forest industry to communicate and work together for a common goal. For example, the seedlings planted in 2013 and the wood properties from these trees in 25 to 30 years’ time will have a big influence on the finished products that the company will then manufacture.
Being an active member of one of the forest industry organisations, and then these working in unity, is extremely important to ensure clear messages about understanding needs are relayed to everyone involved. This will help the success of the forestry and wood processing sectors.
Tom Boon is Chief Executive Officer of Taranakipine based in New Plymouth.
